First, the type of PLC:
1, small PLC
One-piece structure, I/O points: 256 points (384 points),
Used for stand-alone control
Such as: FX1S, FX1N, FX2N, FX3U, FX3G integrated PLC, Note: F1, F2, FX1, FX2, FX0N, FX0S have been discontinued.

2, medium series PLC
Modular structure, I/O points: <2048 points
For larger scale control
Features: L series PLC is small in size and powerful in function; such as L02CPU, L26CPU, etc.
3, large series PLC
Modular structure, I/O points: 4096 points, fast computing speed, strong network function
Meet large control system requirements
Such as: QnA series PLC: Q3ACPU, Q4ACPU; Q series PLC: Q00J, Q00 Q001Q02HQ06HQ12HQ25HQ03UDQ04UD(E)HQ06UD (E) HQ13UD (E) HQ26UD (E) H
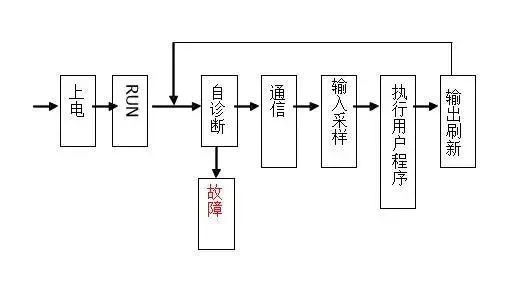
Second, the operating principle of PLC:
The PLC uses the way in which the program program cyclic scan is performed, and one scan is called a cycle. The composition of one scan cycle is as follows:
Third, the use of GX Developer software
1. Screen structure and basic operation of GX Developer
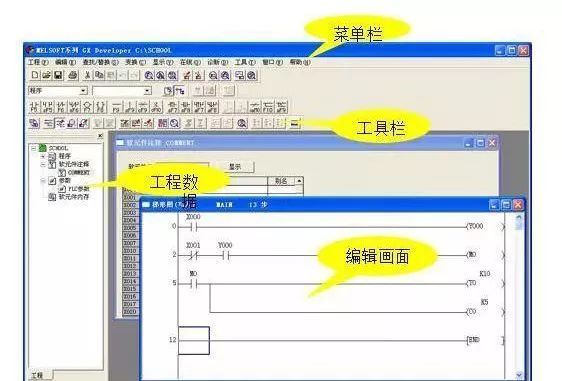
1) Menu bar
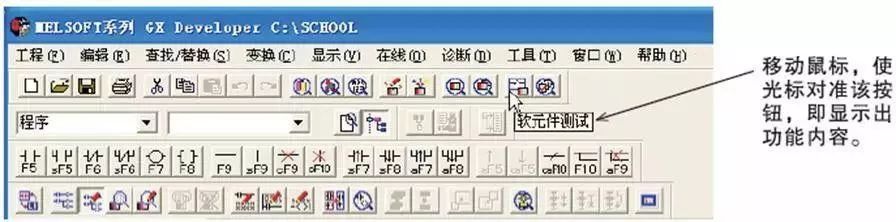
2) Toolbar
The contents of the toolbar are mobile and loadable, so the display items and configurations vary from environment to environment. The quicker configuration with higher frequency will be used as the shortcut button. If you select in the menu bar, you can directly execute the corresponding function.
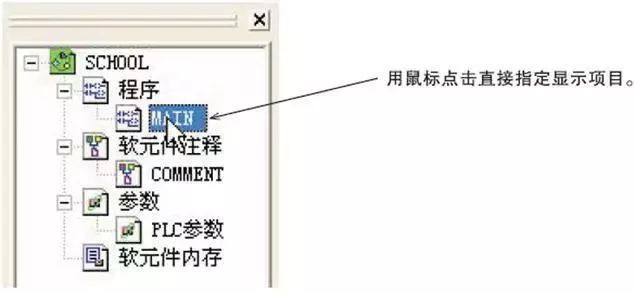
3) Engineering data list
"Tree" display of ladder programming window and parameter setting screen.
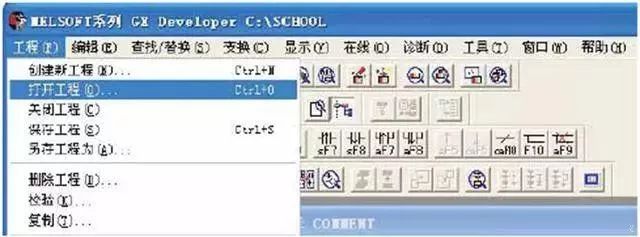
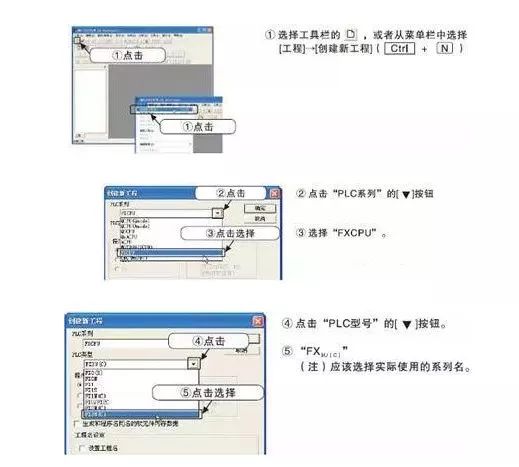
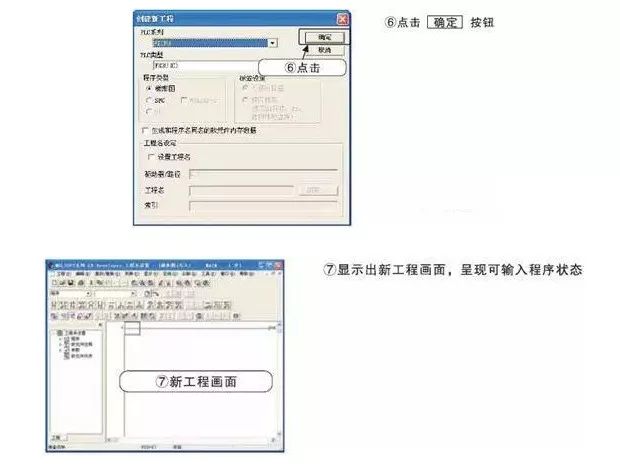
4) Creation of new projects:
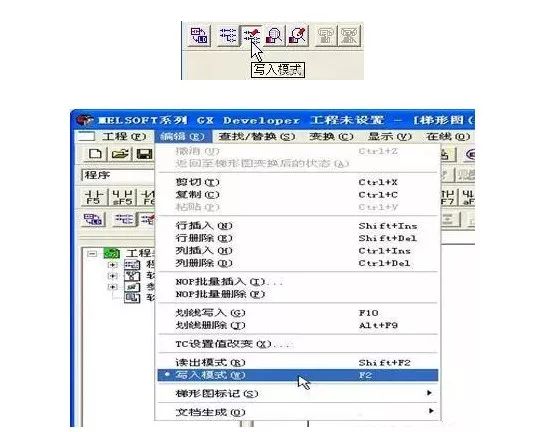
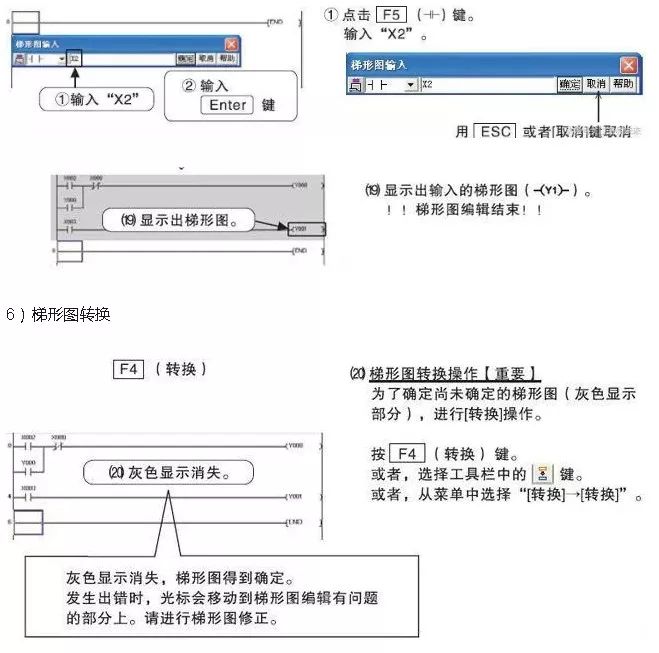
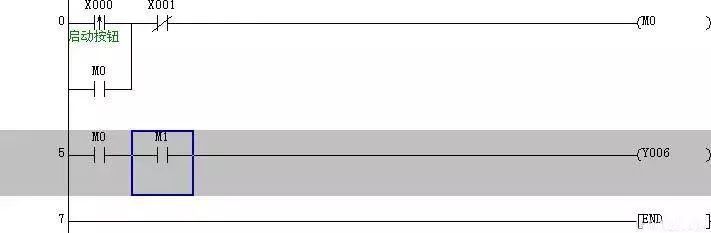
5) Ladder editing
Use the function keys or tool buttons to edit the ladder diagram. The function keys and ladder symbol relationships are displayed on the buttons on the toolbar. When editing the ladder diagram, you must first set the "write mode".
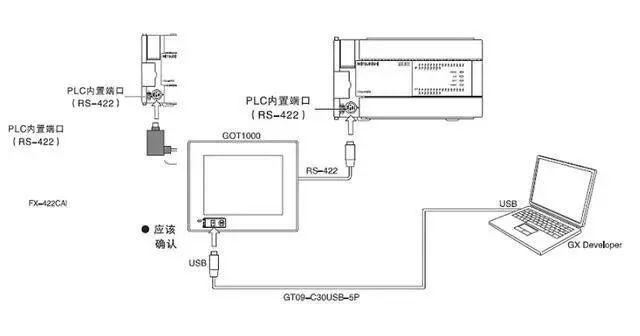
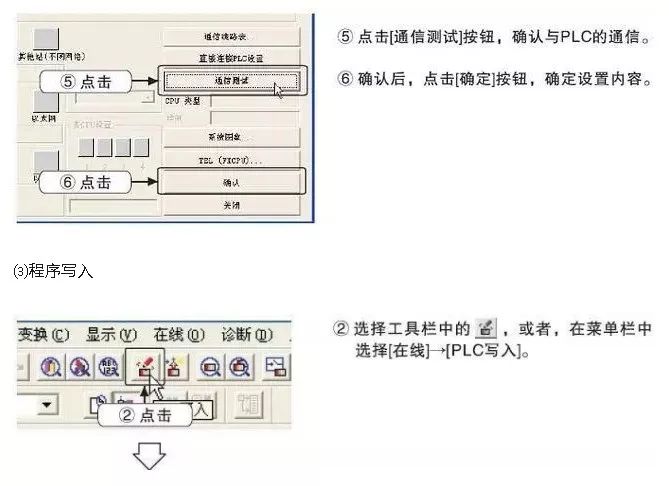
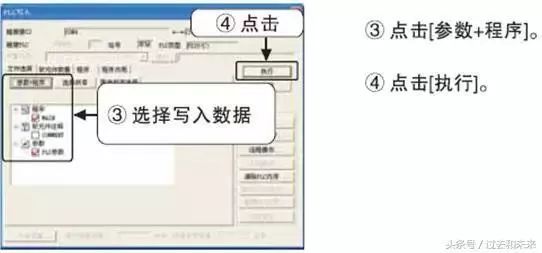
7) Write the program to the PLC:
(1) Computer and PLC connection
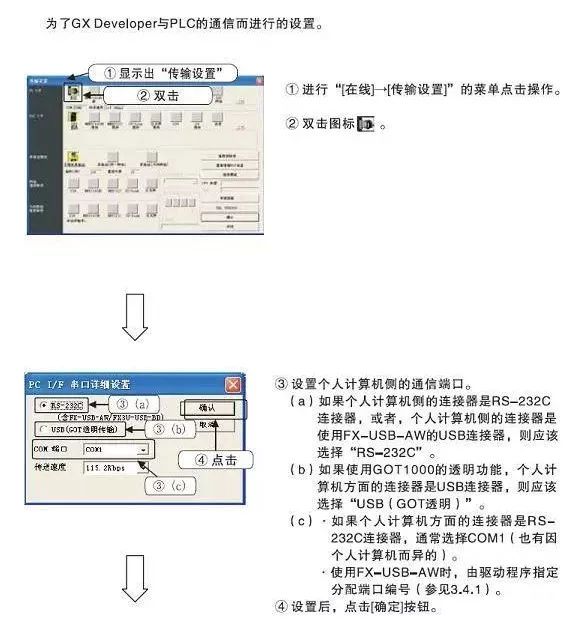
(2) Transfer settings of GX Developer
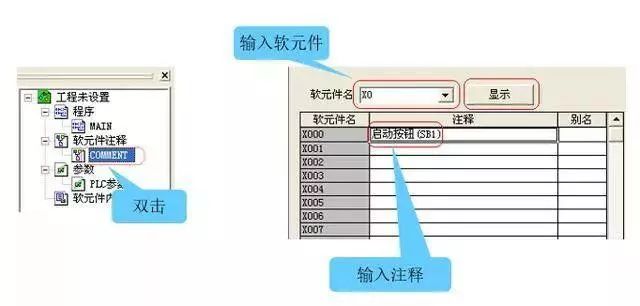
2, add comments and statements
Create device comments: Input operations through lists
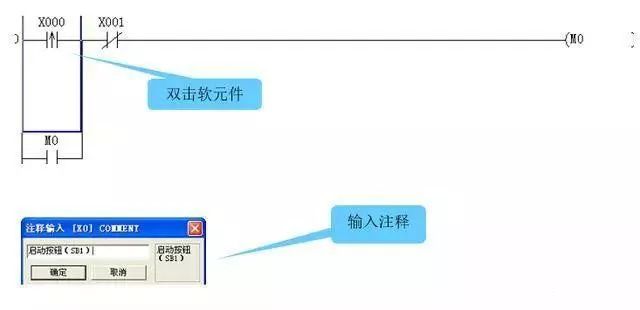
Create device comment: Input operation via ladder diagram
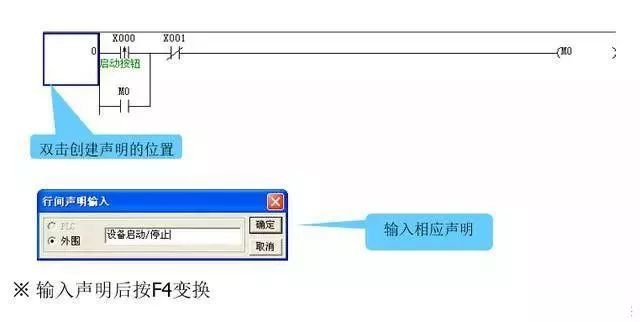
Create a statement: Select [Edit] - [Document Generation] - [Declaration Edit] in the menu, or click the Claim button
3, online modification program (written in RUN)
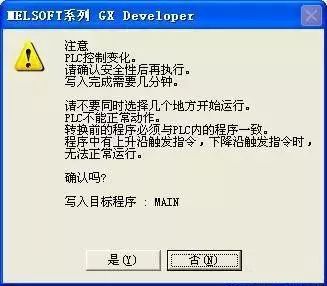
This function writes only the changed ladder block to the PLC when the PLC is in the RUN state. Since this function does not transfer the entire program, the program can be written in a short time, which is very suitable for on-site debugging.
Select Transform (Running Write) or Shift+F4 under the Transform menu. The following dialog box appears, click the [Yes] (Y) button.
When the running write is completed normally, the following dialog box will be displayed, and click the [OK] button to close the screen.
Gaming Earbuds With Mic,Metal Body Earphones,Sport Metal Headphone,Wired Metal Earphone
Guangzhou YISON Electron Technology Co., Limited , https://www.yisonearphone.com